Electroless Nickel
Durable - Corrosion Resistant - Precise
Background
Electroless Nickel by its very name is quite descriptive, but the electroless part of the name is what makes it truly unique. Let's quickly touch on a few of the ways that metals can be deposited so that electroless nickel can be truly appreciated.
PVD
Physical vapor deposition is a high-technology technique which utilizes intense energy, high vacuum, and unique equipment to create an isolated environment where pure metals can float across the coating chamber and deposit on parts. This is a fundamental technology of copper deposition on ultra-thin electrical traces in computer chip manufacturing
Electroplating
This process involves immersing a part to be plated with metal into an electrolyte bath which contains the dissolved metal to be plated (e.g.-Nickel salts), then biasing the part electrically in the solution using a DC power supply so that the dissolved metal in solution is deposited onto the surface of the part.
Electroless Nickel
A specially-formulated bath of nickel salts allows for the Nickel metal dissolved in the bath to deposit on the immersed part, without the aide of electricity, to create the final film.
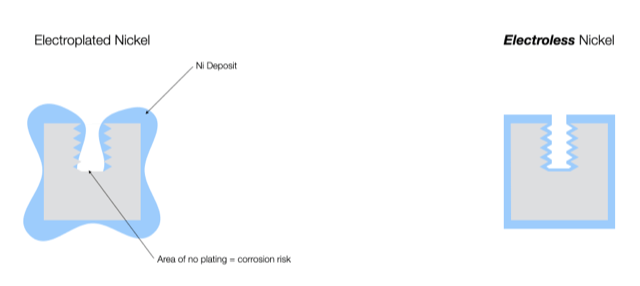
There are pros and cons to each process, and applications when one is called for more than the other. Where electroless nickel outshines electroplated nickel is in one primary and one secondary category. The primary benefit is that electroless nickel plating is not plagued by the same Nickel thickness uniformity issues as Nickel electroplating is. That means that intricately-shaped parts with corrosion requirements can easily and effectively be coated uniformly with electroless nickel plating processes, resulting in superior performance.
The secondary benefit to electroless nickel processes over electroplated nickel is in the unique properties that can be realized by modifying the alloy composition vis-a-vis the phosphorus content.
Nickel - Phosphorus Alloy
Unlike electro-deposited nickel platings, electroless nickel processes require the co-deposition of phosphorus in the deposit. Depending on the formulation of the electroless nickel plating bath, the phosphorus content in the deposit can range from 1% to 13%, and a coating with 1% phosphorus content can behave very differently than a coating with 13% phosphorus content. The properties of the various alloyed electroless nickel deposits can be used to the designer’s advantage and it is with this in mind that specification authorities have segmented the alloy range into usable buckets with can be called out on prints or purchase orders to dictate the types of properties that they wish to see.
Low phosphorus (1-6%)
Pros: good for hardness
Cons: magnetic, less corrosion-resistant than its higher phosphorus-content cousins, unable to achieve significantly harder deposits through post-plate heat-treating, least ductile
Medium Phosphorus (6-9%)
Pros: Balanced scorecard of corrosion-resistance, as-deposited hardness
Cons: still magnetic, less corrosion-resistant than high phosphorus-content, less-hard than low-phosphorus content electroless nickel deposits
Medium phosphorous Electroless Nickel Plating (6-9% P, Type IV): Semi-bright to bright appearance, magnetic, solderable with proper flux selection, good corrosion resistance, moderate as-plated deposit stress, not recommended for heavy build, Rc 58-62 (as plated), 66-70 (with heat treatment), semi-crystalline as-plated structure.
High Phosphorus (9-13%)
Pros: Excellent corrosion resistance, best ductility, slight magnetic permeability (can be considered non-magnetic if >11% P content), can be heat-treated post-plate for excellent deposit hardness
Cons: Least-hard in the as-deposited condition
Specifications
Electroless Nickel Specifications:
Specialty Finishes' process is compliant to the following specifications:
- MIL-C-26074
- ASTM B733
- Most OEM Specifications
Electroless Nickel Plating – Specifications
The two most common electroless nickel plating specifications we see at Specialty Finishes are MIL-C-26074 and ASTM B733. A summary of these specifications is as-follows:
MIL-C-26074
- Class 1: As plated no subsequent heat treatment (a bake for hydrogen embrittlement relief is not considered heat treatment).
- Class 2: Heat-treated to obtain required hardness. May be used on all metals not affected by heating to 500F and above. Required hardness can be obtained per the following schedule:
°F Temperature Hours
500 4 or more
550 2 or more
650 1 to 1.5
750 0.5 to 1
- Class 3: Aluminum alloys nonheat-treatable, and beryllium alloys processed to improve adhesion of the nickel deposit. Coated nonheat-treatable aluminum parts shall be heated for 1 to 1.5 hours at 375°F +/- 15°F to improve adhesion of nickel deposit.
- Class 4: Aluminum alloys, heat-treatable, processed to improve adhesion of the nickel deposit. Coated heat-treatable aluminum alloys shall be heated between 240°F to 260°F for 1 to 1.5 hours to improve adhesion of nickel deposit.
- Grade A – 0.0010-inch minimum deposit thickness
- Grade B – 0.0005-inch minimum deposit thickness
- Grade C – 0.0015-inch minimum deposit thickness
ASTM B733-04 (and newer)
- Type I: No requirement of phosphorous
- Type II: 1-3% phosphorous (low phosphorous)
- Type III: 2-4% phosphorous (low phosphorous)
- Type V: 10% or greater phosphorous (high phosphorous)
- SC0: Minimum Thickness 0.000004 in
- SC1: Light Service 0.0002 in minimum
- SC2: Mild Service 0.0005 in minimum
- SC3: Moderate Service 0.001 in minimum
- SC4: Severe Service 0.003 in minimum
- Class 1: As-deposited, no heat treatment.
- Class 2: Heat treatment at 260 to 400°C (500-752°F) to produce a minimum hardness of 850 HK100.
- Class 3: Heat treatment at 180 to 200°C (356-392°F) for 2 to 4-hr to improve coating adhesion on steel and to provide for hydrogen embrittlement relief.
- Class 4: Heat treatment at 120 to 130°C (248-266°F) for at least 1-hr to increase adhesion of heat-treatable (age-hardened) aluminum alloys (such as 7075) and carburized steel.
- Class 5: Heat treatment at 140 to 150°C (284-302°F) for at least 1-hr to improve coating adhesion for aluminum, non age-hardened aluminum alloys, copper, copper alloys and beryllium.
- Class 6: Heat treatment at 300 to 320°C (572-608°F) for at least 1-hr to improve coating adhesion for titanium alloys.
Our Offerings
At Specialty Finishes, we offer electroless nickel in the most-specified alloy composition - medium phosphorus-content (aka - mid-phos), resulting in nickel-phosphorus alloy deposits in the range of 6-9% phosphorus content. This versatile workhorse of a process is a wonderful balance of corrosion resistance and durability. Our electroless nickel chemistry is RoHS compliant and FDA-approved for food contact.
Finish Type:
Medium Phosphorous Electroless Nickel
Substrates Plated On:
Ferrous: All Ferrous Alloys Including Mild Steel, Stainless Steels, Hardened Steels & Tool Steels
Cuprous: All Cuprous Alloys Including Pure Copper, Copper Alloys Including Tellurium & Beryllium, Brass, Nickel-Silver
Aluminum: All Aluminum Alloys Including Wrought, Cast and Proprietary Alloys (MIC-6)
Exotics: Inconel, Pure Nickel (Nickel 200), Cobalt-Chrome (MP35N), Kovar, Monel, Hastalloy, Monel, Lead
Part Size Limitations:
36 Inches x 18 Inches x 18 Inches (Steel, Stainless Steel, Copper, Aluminum)
Heat Treatments:
- Hydrogen Embrittlement Bakes
- Stress Relieving Bakes
- High Temperature Bakes up to 750F
Methods:
- Basket (small, regularly-shaped parts)
- Rack
- Wire
We are fully capable of depositing on the following substrates:
- Steel
- Stainless Steel
- Copper and Copper-alloys
- Aluminum

Slide title
Write your caption hereButton
Slide title
Write your caption hereButton
Slide title
Write your caption hereButton